OBJETIVOS
O principal objetivo deste trabalho é obter informações
tecnológicas que possibilitem uma comparação entre as
situações atuais de produção e a usinagem com
minimização de fluido de corte, através da análise
do comportamento das forças e da vida da ferramenta.
Além da otimização de ferramentas, máquinas e
parâmetros de corte, outra crescente tendência mundial é a
preocupação das empresas quanto aos aspectos ecológicos
da produção. Logo, com as crescentes pressões dos órgãos
ambientais para reduzir o impacto da produção industrial no
meio ambiente e o surgimento de leis cada vez mais severas contra os infratores,
fica evidente a importância da necessidade de minimizar os prejuízos
ambientais causados pelos processos de usinagem.
PROCEDIMENTOS
Nesta pesquisa foram utilizadas fresas de aço-rápido e metal-duro,
com e sem revestimento, todas de mesma geometria. Os ensaios foram realizados
de maneira a garantir a repetibilidade das condições de usinagem
para cada grupo de ferramenta, variando apenas o tipo fluido de corte.
Neste estudo foi empregada a usinagem a seco, ideal do ponto de vista ecológico,
a usinagem com mínima quantidade de fluido de corte (mineral e vegetal)
e a usinagem com emulsão.
Nos experimentos foi monitorada a evolução do desgaste na
face e nos flancos de cada gume da ferramenta. O material utilizado para
a execução dos ensaios foi o aço SAE 1040 e as condições
de usinagem para a operação de desbaste de acordo com o catálogo
do fabricante.
RESULTADOS
Apesar deste trabalho ter características específicas inerentes
ao processo, material e ferramenta, é possível estabelecer
algumas considerações importantes que contribuem de um modo
mais genérico ao tema estudado.
A utilização de emulsão é bastante difundida
no meio produtivo, porém pode-se observar em ensaios com este tipo
de fluido que a vida da ferramenta é reduzida devido à alta
taxa de refrigeração, que ocasiona severos choques térmicos
nos gumes de corte.
O emprego da quantidade mínima de fluido de corte também
trouxe bons resultados. Nos ensaios com minimização as ferramentas
tiveram uma performance bastante boa, contudo na usinagem com óleo
mineral como fluido de corte ocorreu uma tendência a melhores resultados.

Ensaio de desgaste com mínima quantidade
de fluido de corte sendo aplicada (óleo vegetal)
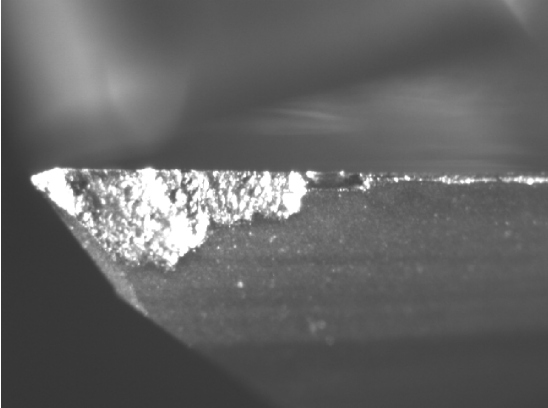
Desgaste no flanco da ferramenta
característico do ensaio com emulsão
|