OBJETIVOS
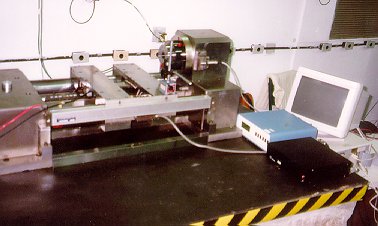
O objetivo deste trabalho é a implementação de técnicas
de controle no posicionamento de ultraprecisão do protótipo de
uma máquina ferramenta numericamente controlada por computador.
PROCEDIMENTOS
Uma placa DSP - CNC alocada em um microcomputador faz a monitoração
e o controle da máquina ferramenta. Esta placa recebe o valor medido
da posição, e através de um algoritmo de controle tenta,
continuamente, fazer com que a posição real seja igual a posição
comandada. Esta placa tem capacidade de controlar até 8 eixos seqüencialmente,
processar programas peça desenvolvidos em código G e gerenciar
informações coletadas na planta.
Duas técnicas de controle estão sendo testadas uma baseada
em controlador PI-D+Feedforward e outra no escalonamento de ganhos.
PI-D+ FEEDFORWARD onde a velocidade e aceleração são
ajustadas baseadas no modelo matemático do sistema em malha aberta.
Este modelo é obtido através do método de identificação
dos mínimos quadrados não recursivos, que utiliza dados de
ensaios realizados em malha aberta.
ESCALONAMENTO DE GANHOS
Esta técnica torna possível alterar os parâmetros do
controlador PI-D+feedforward de acordo com a velocidade que está sendo
aplicada, e então, manter o erro de seguimento em um valor mínimo.
RESULTADOS
Os resultados mostram que as técnicas de controle podem
reduzir o erro de posicionamento e segmento para a escala submicrométrica
e manter o comportamento estável quando de mudanças nas taxas
de avanço.
Erro de seguimento com PI-D+feedforward
Erro de seguimento com escalonamento de ganhos
|